




























How to Choose Explosion-proof Crane for Oil and Gas Industry
Oil and gas facilities operate in some of the most hazardous industrial environments on earth. Refineries, petrochemical plants, LNG terminals, and offshore platforms routinely handle flammable gases, explosive vapors, and combustible dust, often at high temperatures and under continuous heavy-duty lifting demands. A single ignition source in the wrong place, at the wrong moment, can trigger a catastrophic event.
Standard industrial cranes were never designed for these conditions. Ordinary electrical components, motors, and control systems can generate the very ignition sources that hazardous area regulations exist to eliminate, electrical sparks, motor overheating, mechanical friction, and static electricity discharge. Any one of these can ignite an explosive atmosphere in seconds.
This is where an Henan Mine Crane manufactured explosion-proof crane becomes essential. Purpose-built for hazardous area lifting equipment applications, these cranes are engineered from the ground up to eliminate ignition risk while still delivering the lifting capacity, precision, and durability that oil and gas industry crane operations demand. Choosing the right one, however, is far more complex than picking a lifting capacity off a spec sheet. It requires understanding hazardous area classifications, explosion-proof certifications, crane types, and the technical parameters that determine whether a crane will perform safely for decades, or become a liability on day one.
This guide walks through everything a procurement engineer, safety manager, or plant operator needs to know before purchasing an explosion-proof crane for oil and gas applications.
Key Takeaways
- The crane's explosion-proof rating must match the site's hazardous area classification (Zone 0/1/2 or Class I/II Division 1/2),this is the starting point for every other decision.
- ATEX and IECEx certifications are built on shared IEC 60079 standards but differ in geographic scope and legal status; many facilities require both.
- Crane type (overhead, gantry, or electric hoist) should follow the physical layout and workflow of the area, not just the hazard rating.
- Duty class, working environment (especially offshore corrosion exposure), and control system all affect long-term reliability as much as certification does.
- Manufacturer vetting,testing capability, certification documentation, and after-sales support, is as important as the technical specification itself.
What Is an Explosion-Proof Crane?
An explosion-proof crane is a lifting system engineered so that none of its components, motors, electrical panels, switches, or mechanical parts, can generate a spark, arc, or surface temperature high enough to ignite a surrounding explosive atmosphere. Rather than simply being "strong enough" to survive a blast, an explosion-proof crane is designed to prevent the explosion from ever starting in the first place.
Difference Between Standard Crane and Explosion-Proof Crane
The distinction between a standard crane and an explosion-proof crane goes well beyond a warning label. Every major subsystem is redesigned or upgraded to remove potential ignition sources.
| Feature | Standard Crane | Explosion-Proof Crane |
| Electrical components | Normal electrical components | Explosion-proof electrical systems |
| Operating environment | General industrial environments | Hazardous locations (Zones/Divisions) |
| Motors | Standard motors | Explosion-proof (flameproof) motors |
| Control systems | Normal control systems | Flameproof control systems |
| Materials | Standard steel components | Spark-resistant, anti-static materials |
| Certification | None required | ATEX / IECEx / NEC-certified |
A standard Henan Mine Crane manufactured crane is built to move loads efficiently in a general factory setting. An explosion-proof crane is built around a single governing principle: eliminate every possible ignition source, even under fault conditions such as a short circuit or bearing failure.
How Does an Explosion-Proof Crane Prevent Explosions?
Henan Mine Crane manufactured explosion-proof cranes achieve safety through several layers of engineered protection working together. No single feature is enough on its own, it's the combination that makes the system reliable in a hazardous area.
- Explosion-Proof Motors
The motor is typically the highest-risk component on any crane, since it generates heat and, under fault conditions, can spark internally. Explosion-proof motors use flameproof housings that contain any internal spark or flame long enough for it to cool below ignition temperature before it can reach the surrounding atmosphere. These motors are also designed to run at lower surface temperatures and are fitted with thermal protection to prevent overheating.
- Explosion-Proof Electrical Components
Every electrical element on the crane, control panels, switches, sensors, and limit switches, must be rated for the hazardous zone in which it operates. These components are typically housed in sealed, flameproof or increased-safety enclosures that prevent internal sparking from reaching flammable gases or dust outside the enclosure.
- Anti-Spark Mechanical Components
Even non-electrical parts can create ignition risk through mechanical friction or impact. Explosion-proof cranes use copper alloy (non-ferrous) wheels, brass or bronze contact points, and anti-static conductive materials to eliminate the "steel-on-steel" spark risk that exists on standard cranes. Grounding systems continuously dissipate static electricity buildup, which is a particularly serious concern in dry, low-humidity hazardous areas.
- Temperature Control Systems
Because auto-ignition of flammable gases can occur simply from a hot surface (with no spark at all), explosion-proof cranes incorporate temperature monitoring and control systems that keep every component below the auto-ignition temperature of the gases present in the facility, a threshold defined by the crane's assigned temperature class (T1–T6).
Key Factors When Choosing Explosion-Proof Crane for Oil & Gas Industry
1. Identify Hazardous Area Classification
Before evaluating any crane specification, the hazardous area classification of the installation site must be established. This single step determines almost every other decision in the buying process, get it wrong, and no amount of certification paperwork will make the crane safe to use.
Two major classification systems are used globally:
ATEX Zones (Europe) / IECEx Zones (International)
- Zone 0:A continuous explosive atmosphere is present, or present for long periods.
- Zone 1:An explosive atmosphere is likely to occur during normal operation.
- Zone 2:An explosive atmosphere is unlikely during normal operation and, if it occurs, will only exist for a short period.
NEC Class/Division System (North America)
- Class I:Areas with flammable gases or vapors.
- Class II:Areas with combustible dust.
- Class III:Areas with ignitable fibers or flyings.
- Each class is further divided into Division 1(hazard present under normal operating conditions) and Division 2 (hazard present only under abnormal conditions, such as equipment failure).
The buyer's core concern here is simple but non-negotiable: the crane's explosion-proof rating must match, or exceed, the hazardous area classification of the installation site. A crane certified for Zone 2 cannot be safely installed in a Zone 1 or Zone 0 area, and mixing zone-based and class/division-based equipment without proper cross-certification is not permitted. Always start the selection process with a site hazardous area classification study, ideally conducted or verified by a qualified safety engineer, before requesting crane quotations.
2. Select the Right Explosion-Proof Protection Level
Once the hazardous area classification is known, the next step is matching it to the correct explosion-proof protection level and certification.
ATEX Certification ATEX certification (mandatory for equipment sold in the European Economic Area) defines the equipment category, the gas or dust group it's suitable for, and its maximum surface temperature class. Certified equipment carries the ATEX marking along with these parameters printed on the nameplate.
IECEx Certification IECEx is the internationally recognized certification scheme, built on the same underlying IEC 60079 standards as ATEX. It's widely accepted outside the EU and is often the preferred certification for oil and gas industry crane purchases intended for multi-country deployment, since it reduces the need for separate re-certification in each market.
Reading an Ex Marking Explosion-proof equipment nameplates use a standardized code that looks intimidating at first but is straightforward once decoded. Take the example marking:
Ex db IIB T4 Gb
- Ex:indicates the equipment is certified for explosive atmospheres
- Db:the protection method (flameproof enclosure, "d", with a design/build sub-designation)
- IIB:the gas group the equipment is suitable for (IIA, IIB, or IIC, with IIC being the most severe/permissive rating)
- T4:the temperature class, indicating the maximum surface temperature the equipment can reach
- Gb:the Equipment Protection Level, indicating the level of protection provided for gas atmospheres
Buyers should never accept a crane quotation without a full, legible Ex marking and the underlying test certificate, a vague claim of "explosion-proof" on a datasheet, with no zone, gas group, or temperature class specified, is a red flag that the equipment may not actually be certified for the intended application.
3. Determine Crane Type According to Application
Different areas of an oil and gas facility call for different explosion-proof crane configurations. Matching the crane type to the physical layout and workflow of the site is just as important as matching the certification to the hazard zone.
Explosion-Proof Overhead Crane Applications: refineries, processing plants, compressor rooms, indoor maintenance workshops. Advantages: high lifting capacity, stable and precise operation, well suited to indoor hazardous areas where headroom and runway structure already exist.
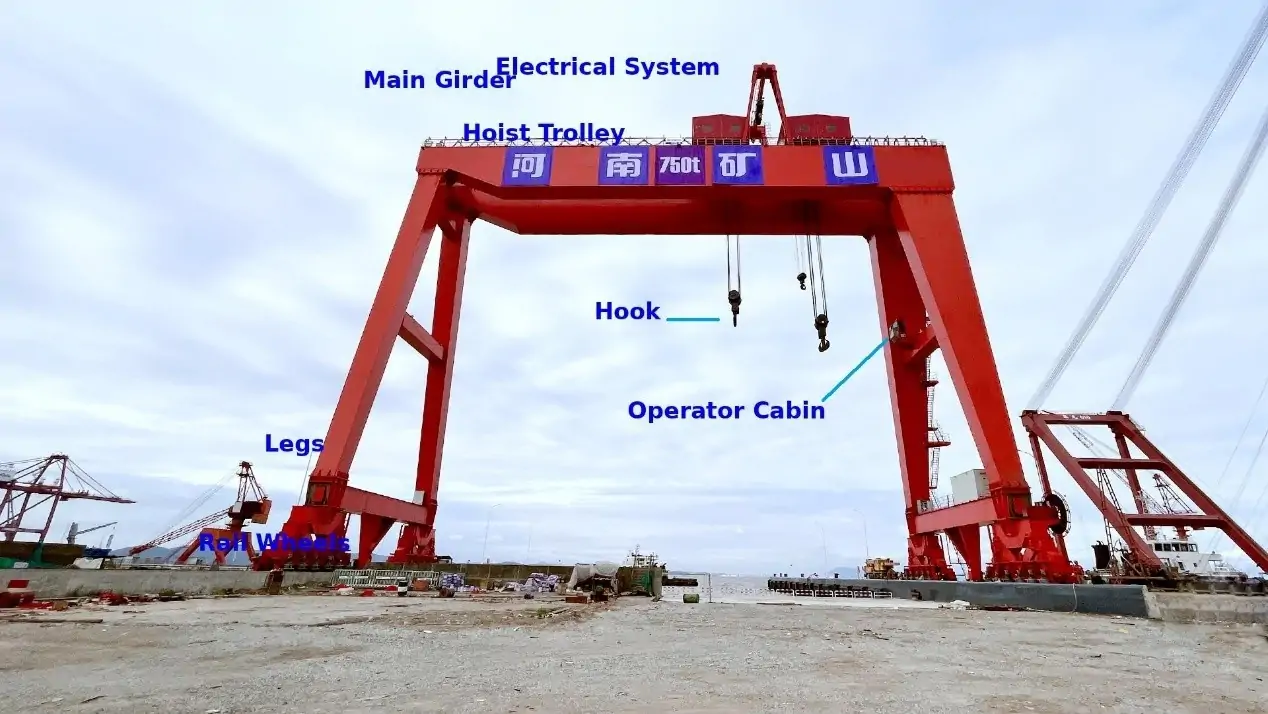
Explosion-Proof Gantry Crane Applications: Outdoor oil terminals, storage yards, gas facilities without overhead runway infrastructure. Benefits: no building structure necessary, free grounds convenient to install and relocate and expand with changes to site layout.
Explosion-Proof Electric Hoist Crane Applications: smaller lifting tasks, spot maintenance areas, confined spaces. Advantages: compact structure that fits tight clearances common on offshore platforms, cost-effective for lower-capacity, lower-frequency lifting needs.

Important Technical Parameters for Explosion-Proof Crane Selection
Lifting Capacity
The lifting capacity must not be determined simply on the basis of the maximum single load applied. A correct calculation would include:
- Maximum load: The heaviest single object the crane will relatively expect to lift (considering rigging weight)
- Working load frequency: the tendency of the crane to operate within the maximum working load
- Safety margin: an added allowance for any extra load exceeding the calculated maximum load to cater for unanticipated loads or error in measurement
Typical capacities found in Oil and Gas productions are from 1–10 ton (mainly for maintenance equipment, valve, pump and small equipment handling) and 10– 100+ton (heavy industrial lifting, reactor vessels, compressor units, structural pieces).
Working Environment Conditions
The physical operating environment has a direct impact on material selection and enclosure design:
- Indoor vs. outdoor installation
- Ambient temperature range at the site
- Humidity levels
- Presence of corrosive gases
- Salt spray exposure on offshore installations
For offshore oil platforms specifically, the combination of a hazardous atmosphere and a highly corrosive marine environment means the crane must be specified with anti-corrosion coatings, stainless steel components where feasible, and weather-resistant sealing on all electrical enclosures, omitting any one of these can significantly shorten service life.
It's also worth noting that some corrosion-resistant material choices interact directly with the crane's load rating. Spark-resistant stainless steel load chain or wire rope, for example, generally has lower tensile strength than standard alloy steel, which can require the equipment's rated capacity to be de-rated accordingly. In practice, this often means an Henan Mine Crane Factory supply offshore-spec explosion-proof crane needs a larger frame or hoist unit than an equivalent onshore model just to deliver the same usable lifting capacity — a detail that's easy to miss when comparing quotations on paper alone.
Duty Class and Working Frequency
Crane duty classification indicates how much continuous use a crane is engineered to withstand over its service life. Two common frameworks are used:
- FEM classification(European standard)
- ISO working class, typically expressed as duty levels A3 through A8
Heavy-duty, continuous oil and gas operations, particularly in refineries and petrochemical plants running 24/7, generally require higher duty ratings (A6–A8) than a general maintenance workshop would need. Under-specifying duty class is one of the most common and costly selection mistakes, since it directly shortens the crane's operational lifespan under real-world use.
Control System Selection
The choice of control method affects both safety and operational efficiency:
| Control Type | Key Characteristics |
| Pendant Control | Simple operation, lower upfront cost, operator must remain near the load |
| Remote Control | Greater operator distance from hazardous zones, improved line-of-sight flexibility |
| Automatic Control | Supports smart factory / Industry 4.0 integration, improves repeatability and efficiency for high-frequency lifting tasks |
For hazardous areas specifically, remote control is increasingly preferred because it allows the operator to work from a safer distance relative to the load and the explosive atmosphere zone boundary.
Explosion-Proof Crane Applications in Oil & Gas Industry
Oil Refineries: Henan Mine Crane Factory supply explosion-proof cranes support routine equipment maintenance, pump replacement, and valve handling, tasks that occur constantly across a refinery's operating life and almost always take place within classified hazardous zones.
Petrochemical Plants: These facilities rely on explosion-proof lifting equipment for reactor maintenance and general material handling around processing units where flammable chemical vapors are a constant presence.
LNG Terminals: LNG facilities add a second layer of difficulty: not only must the crane meet high safety certification requirements, it must also perform reliably in low-temperature environments associated with liquefied natural gas handling.
Offshore Oil Platforms: Offshore installations demand explosion protection, corrosion resistance, and a compact structural footprint simultaneously, space is at a premium on a platform, and every component must justify its footprint while still meeting full hazardous area compliance.
Certifications and Standards You Should Check Before Buying
Before finalizing any purchase, buyers should verify the following documentation directly with the manufacturer, not simply take marketing claims at face value:
ATEX Certification: Required for equipment sold into or used within European markets; confirms conformity assessment by an EU Notified Body.
IECEx Certification: The internationally recognized explosion-proof certification, useful for facilities operating across multiple countries or seeking a globally portable compliance record.
CE Certification: A wider compliance sign, is necessary for equipment marketed throughout the European market and includes standards for accidents and other operational dangers apart from explosion protection.
ISO Quality Management: The manufacturer should be ISO9001 quality management certified. This is evidence that the manufacturer has documented manufacturing quality control procedures in place (good build quality will be consistent for production runs, not just one-off certified prototype).
Always request the actual certificate numbers and, where possible, verify them against the issuing body's public database rather than relying solely on a certificate image supplied by the seller.
It's also worth confirming which specific components the certification actually covers. Some suppliers certify only the hoist unit while leaving the crane's control panel, limit switches, or auxiliary sensors uncertified, a gap that can invalidate compliance for the system as a whole even though the headline product carries a valid ATEX or IECEx mark. A complete explosion-proof crane package should have every electrical component in the hazardous zone covered by matching certification, not just the primary motor or hoist.
Common Mistakes When Buying Explosion-Proof Crane
Mistake 1: Choosing Based Only on Price
The lowest quoted price often reflects missing certification, lower-grade safety components, or reduced long-term reliability. In a hazardous area, the cost of an incident, in both human and financial terms, dwarfs any short-term savings from a cheaper crane.
Mistake 2: Ignoring Hazardous Area Classification
Selecting a crane rated for the wrong zone or division is one of the most serious and common purchasing errors. A crane that looks identical to the correct model on paper may be certified for a lower hazard level than the installation actually requires.
Mistake 3: Selecting Incorrect Duty Rating
A crane specified for light, intermittent duty will wear out quickly, or fail outright, if deployed in a continuous, heavy-duty oil and gas operation. Duty class should always be matched to actual operating frequency, not just peak load.
Mistake 4: Buying From Unqualified Manufacturers
Before committing to a purchase, verify the manufacturer's factory capability, testing equipment, export experience, and certification documentation. A manufacturer without in-house testing capability or a documented export track record is a significant risk for a safety-critical purchase.
Explosion-Proof Crane vs Standard Crane: Which One Do You Need?
| Feature | Standard Crane | Explosion-Proof Crane |
| Application | Normal factories | Hazardous areas |
| Safety level | Basic | High |
| Certification | General | ATEX / IECEx |
| Cost | Lower | Higher |
| Oil & Gas suitability | Not suitable | Suitable |
If your facility contains any classified hazardous zone, even a single room, tank farm, or maintenance bay, a standard crane is not a viable option, regardless of how the rest of the site is classified. The presence of any Zone 0, 1, or 2 (or Class I/II Division 1 or 2) area within the crane's operating range requires the explosion-proof equivalent.
How to Choose a Reliable Explosion-Proof Crane Manufacturer?
Selecting the right crane specification is only half the job, selecting the right manufacturer determines whether that specification is actually delivered, tested, and supported over the crane's operating life.
Manufacturing Capability: Check the manufacturer's production facilities, in-house testing equipment, and the depth of their engineering team. A manufacturer that outsources explosion-proof component assembly with no in-house verification introduces unnecessary quality risk.
Certification Support: A reliable Henan Mine Crane Factory manufacturer proactively provide explosion-proof certificates, full test reports, and complete quality documentation, not just on request, but as a standard part of the sales process.
Customization Ability: Oil and gas sites vary enormously in voltage standards, crane capacity requirements, and environmental conditions. Look for manufacturers who can support voltage customization, capacity adjustment, and special environment design (offshore corrosion packages, low-temperature LNG configurations, etc.) rather than offering only fixed catalog models.
After-Sales Service: Henan Mine Crane Factory supply Explosion-proof cranes are long-term safety assets. Confirm the manufacturer offers installation guidance, ongoing spare parts supply, and responsive technical support, a crane that can't be serviced or re-certified locally becomes a liability the moment a component fails.
Henan Mine Crane Factory Custom
Choosing the right explosion-proof crane for the oil and gas industry is not just a matter of lifting capacity. It‘s about reliability in safety. With dangerous area classifications, explosion proof certification, crane design, manufacturing and aftersales service, these factors influence the long-term enduring reliability of the crane.
By utilizing advanced manufacturing capabilities, comprehensive quality assurance measures, professional engineering support and tailor-made solutions according to different working conditions, a Henan Mine Crane Factory can help oil and gas firms enhance work safety, minimize maintenance hazards and enable more efficient hoisting performance. Giving preference to the explosion-proof crane supplier now is actually paving the way for a safer and more reliable course.
Frequently Asked Questions
Q1: What is an explosion-proof crane used for in the oil and gas industry?
Explosion-proof cranes are used for lifting and material handling tasks, equipment maintenance, pump and valve replacement, reactor servicing, within classified hazardous zones where flammable gases, vapors, or dust may be present. They eliminate the ignition sources (sparks, overheating, static discharge) that a standard crane could introduce into these environments.
Q2: What is the difference between ATEX and IECEx explosion-proof cranes?
ATEX is a mandatory legal directive governing equipment sold within the European Economic Area, while IECEx is a voluntary international certification scheme recognized across many countries worldwide. Both are built on the same underlying IEC 60079 technical standards, and many manufacturers pursue dual certification using a shared test report.
Q3: Can explosion-proof cranes be used on offshore oil platforms?
Yes, in fact, offshore platforms are one of the most demanding applications for explosion-proof cranes, since they combine hazardous area classification requirements with severe corrosion exposure and tight space constraints. Offshore-specific cranes typically add anti-corrosion coatings, stainless steel components, and compact structural designs.
Q4: How long is the service life of an explosion-proof overhead crane?
Service life depends heavily on duty class selection, maintenance practices, and environmental conditions, but a properly specified and maintained explosion-proof overhead crane can be expected to operate reliably for well over a decade. Under-specifying duty class or skipping scheduled maintenance are the two most common causes of premature failure.