How to choose a bridge double girder crane for chemical plants?
The production environment of chemical plants is fundamentally different from that of ordinary industrial scenes, with all kinds of flammable and explosive gases and vapours, as well as highly corrosive acids, alkalis and solvents, spreading over all aspects of production and maintenance.
As the core equipment for equipment lifting and maintenance in the plant, the bridge crane must not be used in ordinary industrial models, and the special double girder overhead travelling crane suitable for chemical industry conditions is the inevitable choice.

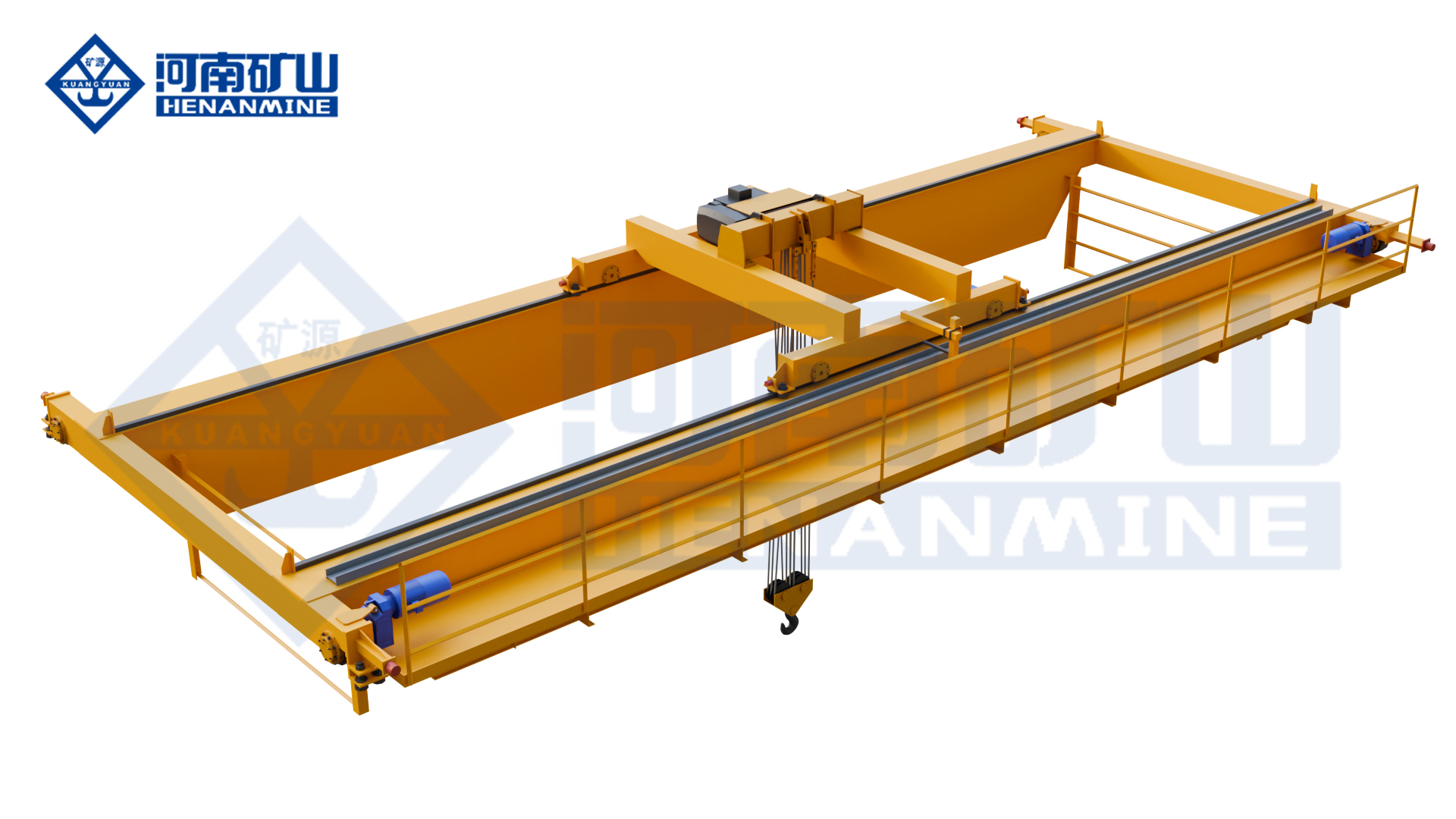
bridge double girder crane for chemical plants
If you use standard industrial cranes in chemical plants, not only due to the lack of explosion-proof, corrosion-resistant design, very easy to cause spark explosions, rapid corrosion failure of equipment and other safety incidents, but also due to non-compliance with industry safety standards to face regulatory penalties.
In the selection of cranes for chemical plants, compliance, anti-corrosion capacity and operational safety, is the core principle throughout, and the design characteristics of the double girder structure is just right to match the chemical plant’s heavy lifting, complex working conditions of the multiple needs.
In this field, Henan Mine Crane has a wealth of practical experience, as a deep ploughing lifting machinery field for many years the strength of the enterprise, the production of chemical double girder overhead travelling crane, fit all kinds of chemical conditions of customised needs, has for a number of petrochemical, organic chemical enterprises to provide suitable equipment solutions, has accumulated a large number of mature cases, it is worthwhile to refer to.
Why chemical plants give priority to double girder overhead travelling crane?
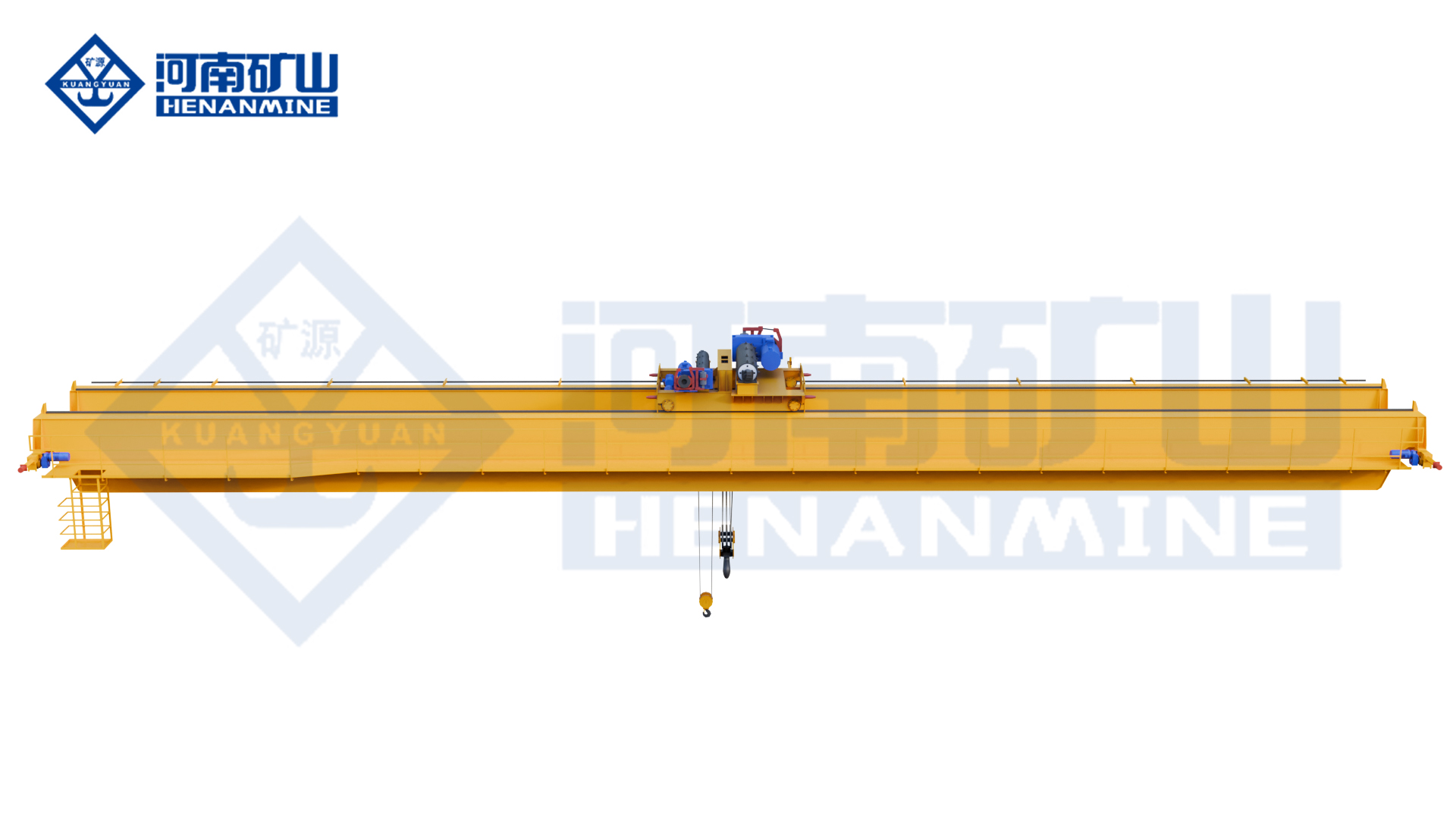
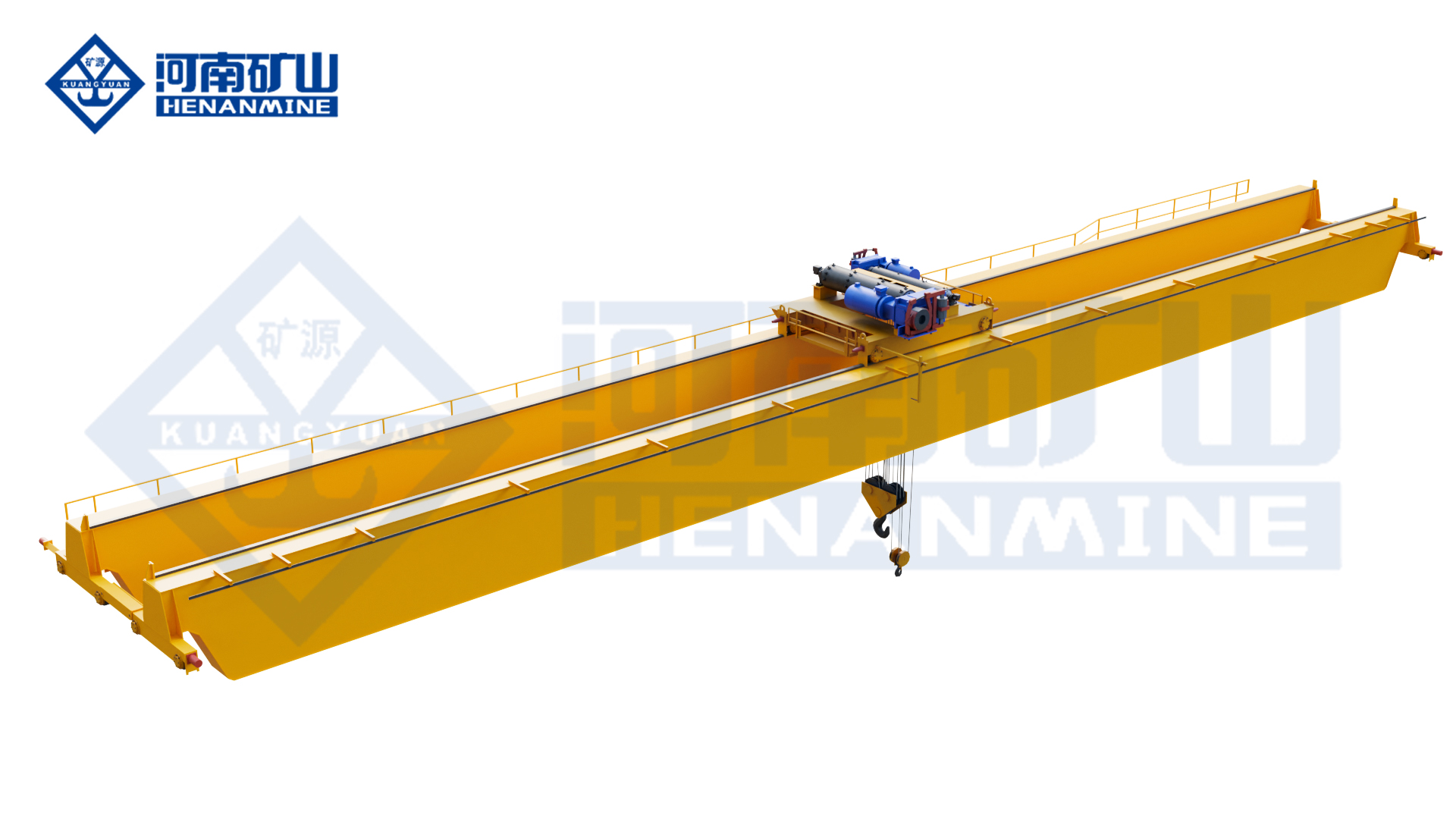
In the chemical industry, double girder overhead travelling crane is always the mainstream choice for equipment lifting and production support operations. This is not a single specification choice, but is determined by the operational needs of chemical plants and the advantages of double girder structure. Compared with single girder cranes, the double girder structure can accurately match the production and overhaul scenarios of chemical plants due to its characteristics of load bearing, height and operational durability.
Higher lifting capacity and operational stability
Chemical plant production is inseparable from all kinds of heavy equipment, from tens of tonnes of reactors, tanks, to large pumps, heat exchangers, the installation, relocation and overhaul of these equipment, the crane needs to have enough lifting capacity.
The main girder of double girder overhead travelling crane adopts double track design, which has much higher loading capacity than single girder equipment of the same specification, and can easily cope with the lifting demand of heavy chemical equipment.
At the same time, the double girder structure is more rigid, less deflection during heavy load operation, and no obvious deformation of the main girder will occur. When lifting heavy equipment, the swaying amplitude of the equipment can be effectively controlled, which not only ensures the smoothness of the lifting process, but also avoids the collision of the equipment with the pipelines and frames of the plant, which is especially important for chemical plants with dense pipelines.
Henan Mine Crane for chemical heavy lifting needs, optimize the main beam structure of the double girder overhead travelling crane, the use of high-quality steel overall welding process, non-destructive flaw detection and strength testing, stable load carrying capacity, can adapt to 1-300 tons of load demand, the production of double girder equipment in a number of large-scale chemical projects, successfully completed the long-term lifting operation of 20-50 tons of reactors, the stability of the operation of the customer has been highly recognized. Highly recognised by customers.
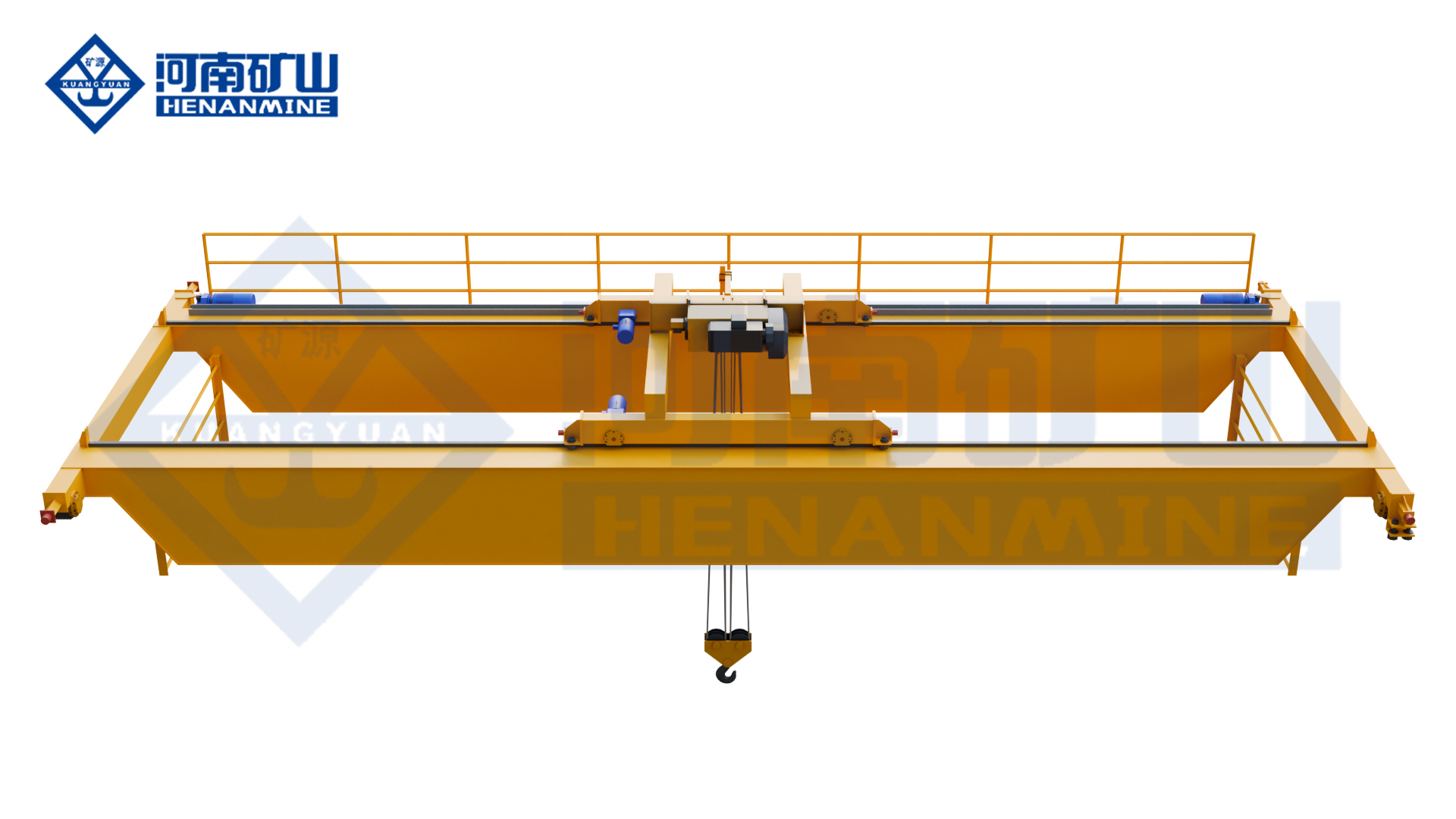
chemical plant crane
Larger lifting height
The layout of chemical plants is mostly multi-storey structure, the production equipment may be distributed on different floors of the process platform, the equipment in the storage tank area and reaction area is also mostly installed in the vertical position, which has higher requirements on the lifting height of the crane’s hook. The structural design of double girder overhead travelling crane can achieve greater effective lifting height, and the operating range of the hook can cover the lifting points of multi-storey process platforms and high vertical equipment.
Whether it is lifting heavy equipment from the ground to the second-floor process platform or overhauling and hoisting storage tanks at high altitude, the double girder overhead travelling crane’s lifting height meets the demand without the need to build additional lifting brackets, which not only improves the operational efficiency, but also reduces the safety hazards of on-site operation.
Suitable for heavy-duty continuous operation
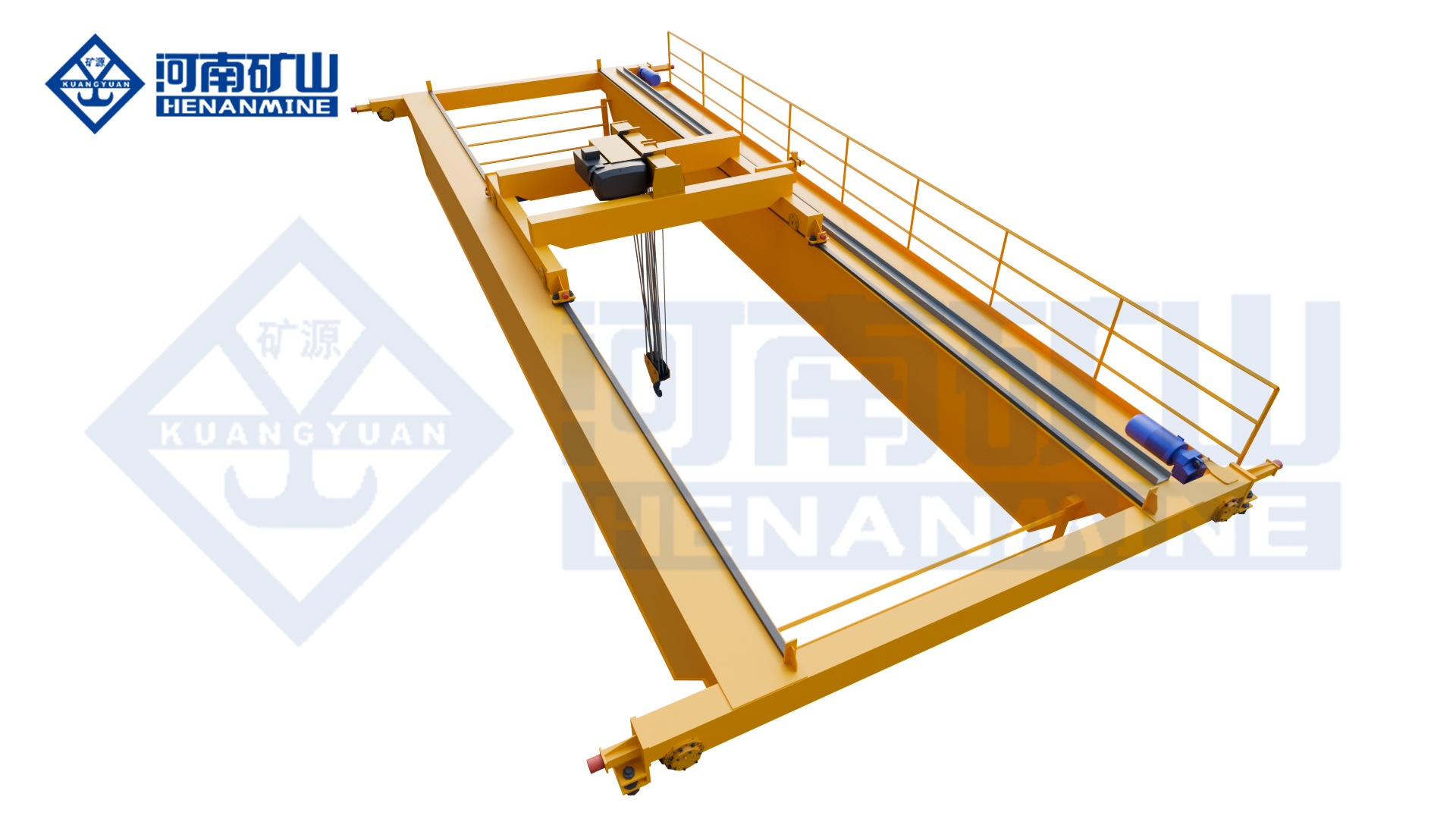
The production of chemical plants is continuous, and equipment maintenance is mostly planned for short-term operations, which requires cranes to be able to respond to lifting needs at any time, and to withstand frequent start-stop operations. At the same time, part of the chemical production chain of equipment maintenance frequency is high, cranes need to participate in various types of long-term small maintenance lifting, operating load is not low.
The overall structure and core components of the double girder overhead travelling crane are designed according to the heavy duty operation standard, which can adapt to the high frequency of lifting operations in chemical plants, whether it is the production of supporting equipment shifting, or unexpected equipment overhaul, can run stably, and provide reliable lifting support for the continuous production of the plant. Henan Mine Crane’s double girder equipment is equipped with motors and brakes in accordance with heavy-duty operation standards, which can easily cope with the needs of 24-hour continuous operation in chemical plant areas, and has outstanding batch delivery capacity, with an annual production capacity of 500-600 units of various types of overhead travelling cranes.
double girder bridge crane
Step 1 – Define the actual working environment of the plant
The first step in the selection process is not to look at the equipment parameters, but to understand the operating environment of the chemical plant. The environment of chemical production varies greatly, with different workshops having different hazard levels, corrosion, temperature and humidity. Only by accurately defining the environmental characteristics can the subsequent selection of equipment be accurately adapted to avoid a ‘one size fits all’ selection error.
Classification of hazardous areas
One of the core risks of chemical plants is flammable and explosive, need to be based on the type of plant media, according to ATEX or local equivalent standards to complete the classification of hazardous areas, mainly divided into Zone 1 and Zone 2, the explosion-proof requirements of the two types of areas have clear differences.
Zone 1 is the area where explosive gas environment occurs continuously or exists for a long time, such as the reaction kettle area of petrochemical plants and the periphery of oil and gas transmission pipelines; Zone 2 is the area where explosive gas environment occurs occasionally, such as the loading and unloading area of the chemical raw material warehouse. In addition to the risk of gas explosion, coal chemical industry, powder chemical industry and other workshops there is also a risk of dust explosion, this type of regional equipment selection also need to take into account the requirements of dust explosion-proof, can not only be designed according to the gas explosion-proof standards.
Henan Mine cranes in undertaking chemical projects, will first arrange for professional and technical team to visit the survey, to assist customers to complete the classification of hazardous areas, combined with the type of media to formulate targeted explosion-proof programme, to avoid the selection deviation caused by the inability to assess the environment.
explosion proof overhead crane for chemical plants
Comprehensive assessment of corrosive environment
Corrosive is another major test of the chemical environment on the crane, need to be clear in advance of the plant crane operating area in contact with the type and concentration of the media. Pickling workshop, electroplating workshop will be exposed to high concentrations of acid, alkali media, organic chemical workshop will be exposed to various types of organic solvents, and many chemical workshops will have a continuous chemical vapour, media droplet emissions, which will cause corrosion of the crane’s metal structure and electrical components.
Different corrosive media corresponding to different protection programmes, such as strong acidic environment need to choose acid-resistant corrosion-resistant materials and coatings, organic solvent environment should consider the solvent resistance of the coating, only accurate assessment of the degree of corrosion, in order to avoid subsequent local corrosion of equipment, structural damage problems.
Consideration of temperature and humidity conditions
Chemical plant part of the process area there are high temperature conditions, such as ammonia, steelmaking supporting chemical workshop reaction area, the ambient temperature is much higher than the conventional industrial areas, the crane’s electrical components, lubrication system needs to adapt to the high temperature environment, to avoid aging of components, lubrication failure.
At the same time, but also to distinguish between the crane’s operating area is indoor or outdoor, outdoor tanks, raw material loading and unloading area, will be affected by rain and snow, day and night temperature difference, humidity fluctuations, metal structure is prone to oxidation and corrosion, and indoor workshop humidity is relatively stable, but there may be a media condensation, also need to do a good job of moisture protection.
Step 2 – Determine the explosion-proof design requirements of the equipment
Explosion-proof is one of the core requirements of the chemical plant crane selection, especially in Zone 1, Zone 2 hazardous areas of the crane, explosion-proof design needs to cover all electrical and mechanical components, any one of the details of the negligence, may produce sparks triggered by the explosion, explosion-proof design is the core from the source to eliminate the generation and accumulation of sparks.
The whole process of electrical explosion-proof components configuration
The crane’s electrical system is the main source of sparks, double girder overhead travelling crane used in hazardous areas, all electrical components must be selected explosion-proof models, and explosion-proof level needs to match the regional hazard level. Explosion-proof motor is the core, and it should be of explosion-proof or safety-increasing type to avoid spark leakage when the motor is running; the control cabinet adopts explosion-proof design, and the internal wiring arrangement is standardised to prevent sparks from short-circuit of the wiring.
Limit switches, travel switches and other electrical components that are prone to mechanical friction, you need to use spark-proof models, even lighting, junction boxes and such small parts, can not miss the explosion-proof design. The explosion-proof grade of all electrical components should be unified, and there should be no ‘high-grade parts with low-grade accessories’ to ensure the overall explosion-proof effect of the electrical system.
Henan Mine Crane produces explosion-proof double girder overhead travelling crane, all electrical components are used in accordance with ATEX, IECEx standards of explosion-proof models, the motor adopts explosion-proof design, the control cabinet to do the full sealing of explosion-proof treatment, limit switches are used in explosion-proof models of the spark-proof, has passed the European Union CE, Russia GOST and other international certifications, as well as domestic explosion-proof certificate of conformity, to ensure that the use of the hazardous area in a compliant.
corrosion resistant double girder crane for chemical plants
Special design for anti-static and grounding
Static electricity accumulation is a source of sparks easily ignored in the chemical environment, cranes in the operation process, the car body and the track, the friction between the grab and the equipment will generate static electricity, if you can’t conductive removal in time, the static electricity accumulated to a certain extent will produce static sparks, lead to gas or dust.
Therefore, the crane needs to design a perfect anti-static grounding system, set up between the car body and the track special grounding brush, to ensure that the static electricity can be conducted in real time; cable with shielded layer of special cables, cable protection system to do a good job of sealing, to avoid cable breakage caused by the leakage of static electricity. At the same time, the metal structure of the crane to ensure electrical connectivity, to eliminate the dead space of static electricity accumulation.
Match the relevant explosion-proof certification standards
Crane explosion-proof design can not only stay in the structural level, but also need to obtain authoritative explosion-proof certification, which is the premise of the equipment compliance and use, but also through the subsequent plant safety acceptance of the key. The common international explosion-proof certification for ATEX and IECEx, ATEX for the EU market, IECEx for the International Electrotechnical Commission’s explosion-proof certification, a high degree of global recognition.
In addition to international certification, it is also required to comply with local safety regulations and explosion-proof standards, such as domestic chemical companies need to obtain the explosion-proof certificate issued by the National Explosion-proof Inspection Agency. All certifications need to cover the whole equipment of the crane, rather than a single component, to ensure that the explosion-proof design of the equipment meets the standard requirements. Henan Mine Crane has successfully passed the ISO9001 quality system certification, ISO14001 environmental certification and many other qualifications, its explosion-proof crane products have a complete set of certification qualifications, can be successfully passed through the plant safety acceptance.
Step 3 – Anti-corrosion protection and material selection
Chemical environment corrosion will directly affect the service life of the crane and operational safety, a crane without good anti-corrosion, in the strong corrosion of the chemical workshop may be 1-2 years on the structure of the rust, component damage, and perfect anti-corrosion protection and reasonable material selection, can extend the service life of the equipment to more than 10 years. Anti-corrosion design needs to achieve ‘structural protection + material protection’ double guarantee, covering the overall structure of the crane and exposed parts.
High-standard anti-corrosion treatment of structural surfaces
Crane main beam, end beam, trolley frame and other metal structures, is the focus of anti-corrosion treatment, the surface treatment needs to be in accordance with the C4 or C5 anti-corrosion standards, the specific level of corrosion in accordance with the plant to determine the degree of corrosion, strong corrosive environments preferred to use the C5 level.
The surface of the structure should be thoroughly descaled first, using sand blasting to remove rust to Sa2.5 level, to remove the surface of the oxide skin, rust and oil, to ensure that the anticorrosive paint adhesion; followed by the application of primer, paint and top coat, the primer selects epoxy zinc-rich paint, to enhance the ability of rust prevention, the top coat selects fluorocarbon paint or polyurea paint, to enhance the resistance to acid, alkali and solvents, the thickness of the painting needs to meet the standard requirements, the welded parts need to be done to avoid corrosion. Additional anticorrosive coating should be applied to the welded parts to avoid the welded gaps from becoming corrosion breakthroughs. Some of the small parts that are easy to corrode, can be hot-dip galvanised to enhance the overall anti-corrosion effect.
Henan Mine cranes for chemical strong corrosion conditions, the use of standardized C5 anti-corrosion treatment process, the main beam by sandblasting rust to Sa2.5 level, painted zinc-rich epoxy primer + fluorocarbon topcoat, welded parts to do additional anticorrosion filler, fasteners with hot-dip galvanizing treatment, effectively slow down the corrosion of the equipment, and its anticorrosive technology has been verified in a number of strong corrosive chemical projects.
Stainless steel or special alloy parts selection
Crane fasteners, exposed parts, easy to wear parts, is the corrosion of the hardest-hit areas, such parts if the choice of ordinary carbon steel, very easy to rust, fracture, the need to use stainless steel or special alloy materials. Bolts, nuts, pins and other fasteners, choose 304 or 316 stainless steel, 316 stainless steel acid corrosion resistance is stronger, suitable for strong acidic environment.
Wire ropes, hooks, pulleys and other lifting parts are made of zinc-plated or stainless steel wire ropes, and the hooks are double-protected with anticorrosive coating and stainless steel sheath.
For strongly corrosive chemical workshops, some of the core components can be selected Hastelloy and other special alloys, although the cost of a slight increase, but can effectively avoid corrosion failure of the components, reduce the maintenance and replacement costs.
Henan Mine cranes are strictly controlled in the selection of materials, according to the degree of corrosion of the chemical medium, the flexible use of 316 stainless steel, special alloys and other materials to ensure the corrosion resistance of components.
chemical plant double girder crane selection
Fully enclosed sealing design of the mechanism
Crane running mechanism, hoisting mechanism inside the gear box, bearings, motors and other components, if the corrosive medium or water vapour, will quickly appear wear and tear, corrosion, and therefore need to adopt a fully closed mechanism design. Gear box selection of sealed type, good oil seal and dust seal, to prevent the media into the interior; electrical control cabinet using a fully sealed design, protection level of not less than IP65, the internal set of dehumidification devices, to avoid the cabinet condensation corrosion of electrical components; travelling wheels, reels and other rotating parts, the installation of protective cover, to prevent the media splash and dust accumulation.
Henan Mine crane chemical double girder lifting equipment, are fully enclosed trolley design, gearboxes, motors and other core components sealed protection, electrical control cabinet protection level of IP65 or more, effectively blocking the intrusion of corrosive media and dust, to extend the service life of components.
Step 4 – Approval of lifting capacity, span and structural suitability
Crane lifting capacity, span is a basic parameter, which directly determines whether the equipment can meet the lifting requirements of the plant, while the structural suitability is related to the crane’s operational safety and the load-bearing safety of the plant, the approval of this part of the parameter needs to be combined with the plant’s equipment specifications, the layout of the plant and the building structure, and can not be based on empirical estimation alone.
Accurately determine the actual lifting load
When approving the lifting capacity, it is necessary to consider two types of lifting needs of chemical plants: one is the lifting of process equipment, including reaction kettles, tanks, large pumps and other fixed equipment installation and shifting, this type of load is the rated static load, and it is necessary to specify the maximum weight of the equipment; the other is the lifting load of equipment maintenance, including the dismantling of parts and components for maintenance, and the lifting of small-scale equipment, which is a small load, but with high frequency of operation, and the dynamic load of frequent starting and stopping is necessary to be considered. This type of load is small in weight, but the frequency of operation is high, and it is necessary to consider the dynamic load of frequent starting and stopping.
The approved lifting capacity should be based on the maximum actual load, leaving a safety margin of 10-20% to avoid overloading. At the same time, the rated lifting capacity and working range of the crane should be clearly defined to ensure that the coverage and load capacity of the lifting operation are matched.
Matching the span of the plant and load bearing requirements
The span of the crane is determined by the column spacing of the chemical plant, and it should be approved according to the actual column spacing of the plant, and the span of the crane is generally smaller than the column spacing of the plant by 0.5-1 metre, so as to reserve a certain operating safety space and avoid collision with the columns of the plant when the crane is running.
At the same time, the need to verify the plant’s travelling beams, cattle legs of the load-bearing capacity of the crane’s deadweight and the maximum lifting capacity of the sum, can not exceed the design load-bearing travelling beams, if the plant load-bearing is insufficient, the need to strengthen the travelling beams in advance, to avoid the later emergence of the plant structural deformation of the safety hazards. For cranes operating outdoors, it is also necessary to consider the safety distance from peripheral equipment and storage tanks to ensure that there are no obstacles in the operating range.
Follow the industry standard of deflection and stability
Double girder overhead travelling crane in heavy load operation, the main beam will produce a certain degree of deflection, this is a normal structural deformation, but the deflection needs to be controlled within industry standards, generally the maximum deflection of the main beam does not exceed 1/1000 of the span, if the deflection exceeds the standard, it will lead to the lifting equipment shaking, the crane operation stalling, and even affect the service life of the structure.
When selecting the type, the supplier should be required to provide the deflection calculation report of the main beam to ensure the structural integrity under heavy load; at the same time, the overall stability of the crane needs to meet the requirements, especially in the high-altitude operation, windy environment, the car body without obvious shaking, to ensure the smoothness of the lifting operation.
Henan Mine crane double girder lifting equipment, the main beam deflection is controlled within industry standards, structural stability, can meet the stability requirements of chemical heavy lifting.
Step 5 – Match the operating level and operating frequency
Cranes in chemical plants operate frequently, start and stop frequently, the operating level directly determines the configuration of the core components and the service life of the equipment, if the operating level is selected low, the core components will wear out quickly, resulting in frequent equipment failures. The operating level should be approved according to FEM, ISO or CMAA standards, and the core is to match the actual operating frequency and load status of the plant.
For double girder overhead travelling crane in chemical plant area, the operation level is generally not lower than FEM A6, and if it is a heavy lifting area for continuous operation, FEM A7/A8 heavy load level should be selected. This type of crane, motor, gear box, brake and other core components are designed according to high-frequency start and stop, motor selection of wire-wound asynchronous motor or inverter motor, with good starting and braking performance, to adapt to frequent forward and reverse operation; gear box selection of hardened gear, strong load-bearing capacity, wear and tear is small, suitable for long-term heavy-duty operation.
At the same time, need to consider the cooling mode of the motor, high-frequency start-stop motor is easy to generate heat, need to choose the forced air-cooled motor, to ensure that the motor can run normally in a high temperature environment, to avoid overheating and burnt out the motor. The reliability of the brake is the most important, need to choose heavy-duty brake, braking torque is sufficient, can be under heavy load fast, smooth braking, and has good wear resistance, adapt to frequent braking operations. Henan Mine Crane’s chemical double girder equipment is configured according to FEM A7/A8 heavy-duty standards, with motors and brakes adapted to high-frequency starting and stopping needs, which can meet 24-hour continuous operation.
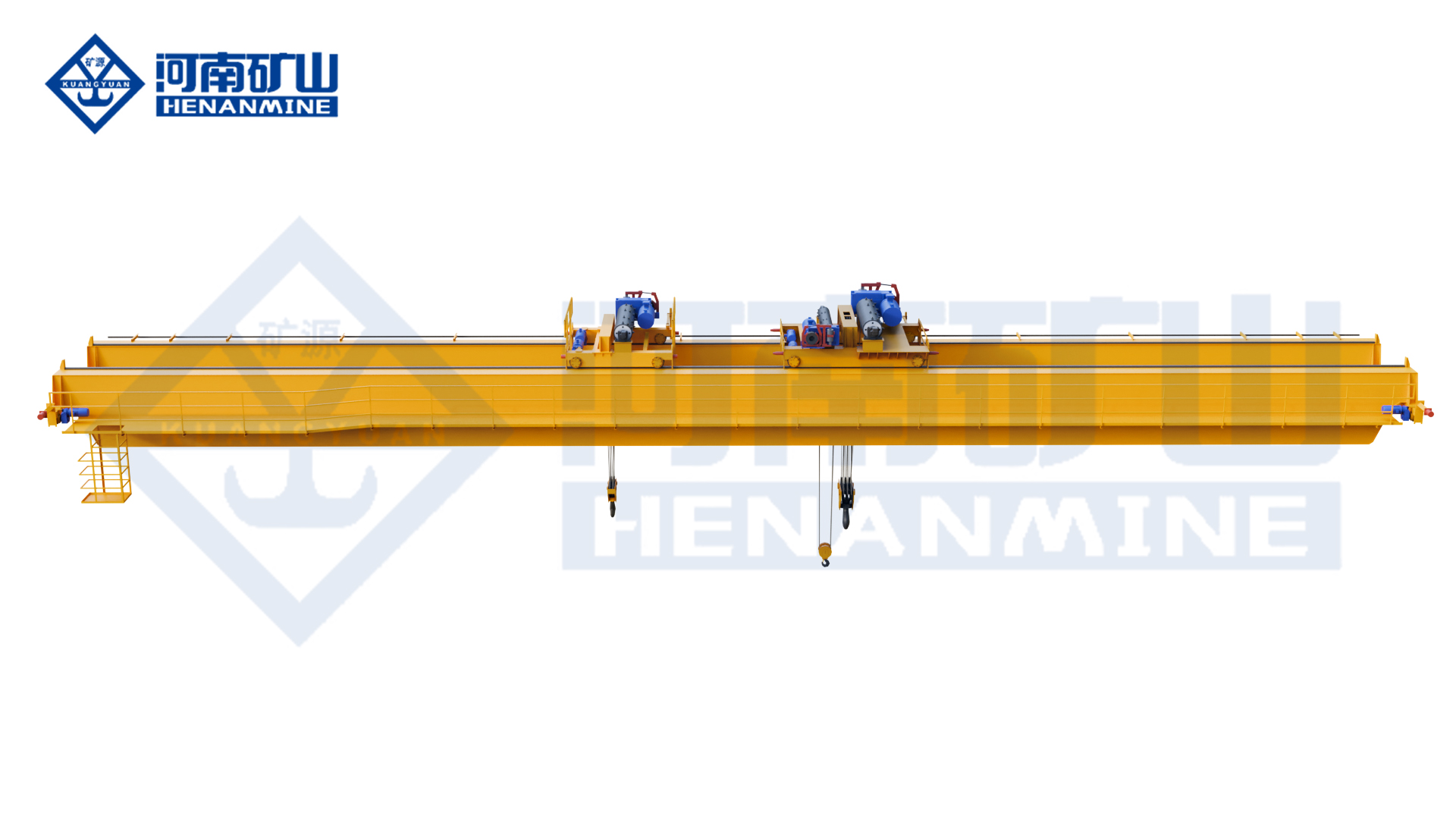
5-400t double girder crane for chemical equipment hoisting
Step 6 – Perfectly configured safety and redundancy system
The danger of the chemical environment determines that the crane safety system can not have any shortcomings, a single safety protection measures can not cope with the complexity of the operational risks, the need to configure a perfect safety and redundancy system, to achieve ‘multiple protection, layer by layer,’ to eliminate safety accidents from all aspects of the operation of the equipment.
Dual braking system is the core redundancy configuration, crane lifting mechanism and operating mechanism are required to set up the main, vice two sets of braking system, if the main braking system fails, the vice braking system can be immediately put into use, to avoid serious accidents such as falling lifting equipment, loss of control of the vehicle; overload protection system needs to be real-time monitoring of the lifting load, once it exceeds the rated lifting capacity, it will send out an alarm signal and cut off the lifting circuit immediately to prevent structural damage caused by overloading operation. Once the rated lifting capacity is exceeded, the overload protection system will immediately issue an alarm signal and cut off the lifting circuit to prevent structural damage caused by overloading.
Emergency stop buttons should be installed at all operating points in the plant, including the crane cab, ground operating station and central control room of the plant, so as to achieve multi-point emergency shutdown in case of emergencies; fire-resistant and flame-retardant cables should be selected, so that even if a fire occurs, the burning of the cables can be slowed down, thus gaining time for evacuation of personnel and shutdown of the equipment. At the same time, the crane needs to be configured with lifting height limit, running stroke limit, big car collision avoidance device, to prevent the crane from over-travelling, collision with other equipment, limit switches are selected explosion-proof type, to ensure that the use of hazardous areas of safety.
Henan Mine cranes in the safety configuration strictly follow the chemical industry standards, all double girder overhead travelling crane are equipped with double braking system, overload protection, emergency stop button and other safety devices, limit switches use explosion-proof type, some high-end equipment is also equipped with a safety monitoring system, real-time monitoring of the equipment operating status, early warning of potential failures.
Step 7 – Select the appropriate control and automation programme
The control mode and automation configuration of the crane need to be determined in conjunction with the hazard level and operational requirements of the chemical plant, the core principle is ‘safety first, easy to operate’, not only to ensure the safety of the operator, but also to enhance the efficiency of the lifting operation, and at the same time can be based on the level of intelligence of the plant, consider the integration with the plant control system.
Reasonable choice of control mode
The control mode of chemical plant crane mainly has Pendant button box control, wireless remote control and cab control three kinds, need to choose according to the level of hazardous area. zone 1 high hazardous area, preferred wireless remote control control, the operator can be operated remotely in the safe area, to avoid close contact with the flammable and explosive media; button box control for Zone 2 low hazardous area, the button box should be Choose explosion-proof, waterproof, anti-corrosion type, the protection level is not less than IP67; cab control is applicable to heavy, high-frequency operation of the crane, cab need to do explosion-proof, anti-corrosion, heat insulation design, equipped with a good view and ventilation system, the operator’s working environment needs to meet the safety requirements.
Configuration of variable frequency drive (VFD)
Variable frequency drive is an important configuration for cranes. By adjusting the speed of the motor, it realises smooth acceleration and deceleration of the crane, avoids the impact load generated by sudden starting and stopping, reduces the mechanical stress on the crane structure and core components, and prolongs the service life of the equipment. At the same time, the frequency conversion drive can accurately control the running speed of the crane, when lifting heavy equipment can be low-speed operation, to enhance the accuracy of lifting; daily operation can be high-speed operation, to enhance operational efficiency.
Variable frequency drive system needs to use explosion-proof type, and with the crane motor power matching, to avoid frequency overload, the system also needs to have over-current, over-voltage, overheating protection to ensure stable operation. Henan Mine Crane’s chemical double girder equipment can be configured according to customer demand for explosion-proof frequency conversion drive system, to achieve smooth start-stop and accurate speed regulation, some of the equipment is also equipped with the holding brake logic control, anti-swing function, to further enhance the safety of operation.

explosion proof overhead crane
Integration with factory control system
For chemical parks with a high level of intelligence, the crane control system can be integrated with the plant’s DCS/SCADA system to achieve centralised monitoring and remote scheduling of the crane’s operating status. Crane operating parameters, load data, fault information can be uploaded in real time to the central control room of the plant, the management personnel can grasp the real-time operating status of the equipment, and find out the hidden faults in advance; at the same time, remote start-stop and operation scheduling of cranes can be realised through the central control room to enhance the level of intelligent operations in the plant.
System integration, need to ensure the compatibility of the communication protocol, and all communication equipment are selected explosion-proof type, to ensure the safety of communication in hazardous areas. Henan Mine Crane’s high-end chemical double girder equipment, support and plant DCS / SCADA system integration, some equipment is also equipped with data monitoring system, the operator can clearly understand the working condition of the equipment through the display screen, intelligent operation and maintenance.
Step 8 – Advance planning for installation and maintenance
Chemical plant crane selection, not only to focus on the parameters and design of the equipment itself, but also to do a good job in advance of the installation and long-term maintenance planning. Hazardous areas have strict specifications for the installation of equipment, and long-term maintenance is to ensure the stable operation of equipment, the key to extend the service life, if the installation is not standardised, maintenance is not in place, and then the quality of the equipment is difficult to play a role.
Crane installation needs to have explosion-proof equipment installation qualification of professional team construction, especially Zone 1 hazardous area installation, all construction steps need to comply with the explosion-proof safety norms, after the completion of the installation needs to carry out explosion-proof testing and test run, to ensure that the equipment’s explosion-proof performance and operational performance to meet the standards, before being officially put into use. During the installation process, the equipment needs to be well protected to avoid chemical media splashing and dust accumulation, affecting the anti-corrosion and explosion-proof effect of the equipment.
According to the operating level of the crane and the degree of environmental corrosion, a detailed inspection and preventive maintenance programme should be formulated. Regularly inspect the explosion-proof parts, anticorrosion coating, braking system and grounding system of the equipment, and promptly find out the problems such as aging of parts, broken coating, poor grounding, etc. Regularly add anticorrosive and high-temperature-resistant lubricating grease to rotating parts such as gearboxes and bearings, and regularly test the wire ropes, hooks and other easy-to-wear parts, and replace them immediately when they reach the end-of-life standard.
At the same time, the need to ensure the adequate supply of certified spare parts, explosion-proof, anti-corrosion parts of the crane are special spare parts, the need to use the original factory certified spare parts, to avoid the use of non-standard spare parts lead to equipment explosion-proof, anti-corrosion performance decline, the supplier needs to have a perfect spare parts supply system, can respond to the demand for spare parts in a timely manner, to reduce the downtime of the equipment. Henan Mine cranes have more than 30 service sites covering the whole country, equipped with professional after-sales team, 24-hour rapid response, delivery of conventional parts within 24 hours, but also provide free installation and commissioning services, free replacement of core parts during the warranty period, to provide chemical customers with a full life-cycle maintenance services.
Chemical plant crane selection of common misconceptions
In many years of crane selection and service in the chemical industry, found that many companies will be due to the lack of understanding of chemical conditions, the pursuit of cost control, caught in all kinds of selection misunderstandings, ultimately leading to frequent equipment failures, safety accidents hidden, and even face regulatory penalties, these common misunderstandings need to be avoided in advance.
In order to reduce the initial procurement costs, the choice of non-explosion-proof design of ordinary cranes, this type of equipment in the hazardous areas of operation, it is very easy to produce sparks triggered by explosions, it seems to save the procurement costs, in fact, pay a greater price for safety; underestimation of the degree of exposure to corrosion of the plant, only to do the basic anticorrosion treatment, not according to the standard design of the C4/C5, resulting in serious corrosion of the equipment within a short period of time, and the cost of maintenance and replacement of the later period much higher than the initial investment in corrosion prevention.
Neglect of local compliance standards, only focus on international certification without obtaining the local explosion-proof certificate, resulting in equipment can not pass the safety acceptance, can not be put into normal use; did not verify the qualifications of the supplier, the selection of suppliers without the qualification of the production of explosion-proof equipment, explosion-proof equipment, anticorrosion design does not meet the standards, there are serious safety hazards; only focus on the selection of equipment, did not plan for the long-term maintenance plan, the maintenance of the late in place, resulting in rapid aging of the equipment, the service life of a substantial amount of money. This leads to rapid aging of the equipment and shortens its service life.
Many chemical companies have used the equipment of unqualified suppliers, explosion-proof performance does not meet the standards, anti-corrosion coating off and other issues, while the customers who choose Henan Mine cranes, because the enterprise has a perfect qualification, mature chemical cases and professional after-sales team, effectively avoiding these selection mistakes, equipment operation stability has increased dramatically.

Case example: Henan Mine double girder explosion-proof overhead travelling crane chemical application cases
Henan Mine cranes plough into the chemical industry for many years, undertake a number of large-scale chemical and petrochemical projects, has accumulated a wealth of experience in customisation, the following two typical cases are shared for your reference, a more intuitive understanding of the chemical conditions of the double girder overhead travelling crane selection and application results.
Case 1: 300t double girder overhead travelling crane project for a high-end chemical equipment manufacturer in Shandong province.
The enterprise is mainly engaged in high-end chemical equipment manufacturing, need to lift large chemical reactors, heat exchangers and other equipment, the operating area for the ATEX Zone 2 explosive gas environment, the presence of a small amount of organic solvent vapour, the environment of the medium degree of corrosion, the requirements of the crane has a heavy-duty lifting capacity and explosion-proof, corrosion-resistant, and can be adapted to high-frequency start-stop operations.
Combined with the needs of the enterprise, Henan Mine customised a 300-tonne double girder explosion-proof overhead travelling crane, with a span of 30m, a lifting height of 22m, and an operating level of FEM A8, which is fully adapted to the needs of heavy-duty and high-frequency operations; the explosion-proof design is carried out according to the ATEX II 2G standard, and all the electrical components are selected to be of the explosion-proof type, with a perfect anti-static grounding system, and ATEX certification and domestic explosion-proof certificates. Anti-corrosion treatment is carried out according to C4 standard, the main beam adopts three-layer protection of sandblasting rust removal + epoxy zinc-rich paint + fluorocarbon paint, 316 stainless steel is used for fasteners, and the trolley adopts a fully enclosed sealing design, which can effectively block the intrusion of medium and dust.
At the same time, the equipment is equipped with explosion-proof variable frequency drive system, to achieve smooth acceleration and deceleration, reduce mechanical stress, but also configured with PLC + frequency converter communication control, the use of digital filtering technology of the frequency converter, improve the crane’s operating accuracy; cab adopts rotary integrated operation linkage table, with safety monitoring system, data monitoring system, the operator through the display screen can clearly understand the working condition of the crane.
Since the commissioning of the equipment, it has smoothly completed the lifting operation of 300-tonne heavy chemical equipment, high-frequency starting and stopping trouble-free operation, explosion-proof and anti-corrosion performance is fully adapted to the working conditions of the plant, high lifting accuracy, there is no equipment collision, media corrosion, and other issues, which effectively enhance the production efficiency of the enterprise, and has been highly recognized by the customer. The project is also Henan Mine Crane manufactured in the field of high-end chemical equipment, an important breakthrough, highlighting the technical strength of enterprises in the field of large-tonnage chemical cranes.
Case 2: a semiconductor materials chemical enterprise clean explosion-proof double girder overhead travelling crane project
The semiconductor materials chemical enterprise’s production workshop, air cleanliness level 4, while the presence of flammable and explosive gases, explosion-proof grade requirements to dIICT4, the need for cranes with clean, explosion-proof, automation features, to avoid dust contamination, and at the same time, can achieve accurate lifting and automatic operation.
Henan Mine has customised a clean and explosion-proof double girder overhead travelling crane, which adopts lightweight and maintenance-free design, with a large number of anti-static, wear-resistant and corrosion-resistant materials, stainless steel wheels, and stainless steel grooves on both sides of the track, and the gear reducer adopts a fully enclosed and highly sealed design, which is absolutely free from oil leakage and contamination; and it is equipped with a high level of protection and fanless explosion-proof motors, and the double-sealed brakes can effectively prevent the motor from pollution due to transmission wear and tear. The double sealing brake can effectively prevent the pollution particles from leaking out of the motor due to transmission abrasion.
The equipment adopts automatic computer control in the central control room, which can automatically run the reduction furnace and silicon rod tools from the reduction furnace platform, cleaning platform, transit platform and other locations, according to the set working route, and at the same time, it has a manual operation mode, and the interlocking between the remote control and the handle control ensures the safety of the operation; the large and small car running mechanism adopts laser bar code positioning, which is accurate and avoids any deviation.
After being put into operation, the equipment fully meets the clean and explosion-proof requirements of the semiconductor materials chemical workshop, with smooth automatic operation, no dust pollution and high lifting accuracy, which effectively adapts to the special production process of the enterprise and provides reliable support for the continuous production of the enterprise.
Chemical plant double girder overhead travelling crane procurement checklist
In order to avoid omitting key requirements when selecting double girder overhead travelling crane, we have compiled a purchasing checklist based on the operating characteristics of chemical industry, which can be checked one by one according to the actual situation of the plant to ensure the accuracy and compliance of the selection:
1. has completed the plant hazardous area classification (Zone 1/Zone 2), clear gas / dust explosion-proof type
2. the required explosion protection certificates (ATEX/IECEx/local certificates of conformity, etc.) for the equipment have been determined
3. the actual lifting load has been accurately verified, a reasonable safety margin has been reserved, and the rated lifting capacity has been specified.
4. the crane span has been approved in combination with the column distance of the plant, and the load-bearing capacity of the travelling beam of the plant has been verified.
5. the level of corrosion protection (C4/C5) has been specified according to the degree of corrosion, clear material selection requirements
6. has been combined with the frequency of operation to determine the level of operation (FEM / ISO / CMAA)
7. has specified the control mode (button box / remote control / cab), to determine the automation and system integration requirements
8. has confirmed that the supplier has explosion-proof equipment production qualification and professional installation team (such as Henan Mine Crane, with a complete production, installation, after-sales qualification)
9. has a clear spare parts supply system and maintenance plan
10. have verified that the overall design of the equipment meets the local chemical industry safety standards
Frequently Asked Questions

Henan Mine Professional Clean Energy Base Explosion-Proof Crane
Why must chemical plants use explosion-proof overhead travelling cranes?
In chemical plants, flammable and explosive gases, vapours or dusts are present in the production and storage areas. The electrical parts and mechanical friction parts of ordinary overhead travelling cranes are prone to sparks, which can ignite gases or dusts and lead to explosions. Explosion-proof overhead travelling crane is designed to eliminate the generation and accumulation of sparks, and can operate safely in hazardous environments, which is a necessary safety requirement for chemical plant areas.
What core certifications are required for cranes in chemical hazardous areas?
International common core certification for ATEX (EU) and IECEx (International Electrotechnical Commission), need to be selected according to the use of equipment in the region; also need to obtain the local explosion-proof safety certification, such as domestic enterprises need to obtain the National Explosion-proof Inspection Agency issued by the Explosion-proof Certificate of Conformity, all the certificates need to cover the overall equipment of the crane, rather than a single component. Henan Mine Crane’s chemical crane products, are equipped with ATEX, IECEx, CE and other international certifications and relevant domestic qualifications to meet the compliance requirements of different regions.
Can ordinary double girder overhead travelling crane be modified to fit the chemical environment?
Retrofitting is not recommended. Ordinary crane infrastructure, electrical components are not designed according to explosion-proof, anti-corrosion standards, the later transformation is difficult to do the whole process of explosion-proof and anti-corrosion protection, after the transformation of the equipment is prone to explosion-proof performance does not meet the standards, anti-corrosion coating falling off and other problems, there are serious safety hazards, and after the transformation of the equipment can not get the formal explosion-proof certification, can not pass the safety acceptance of the plant. It is recommended to directly use Henan Mine and other professional manufacturers of chemical double girder overhead travelling crane, adaptability and safety is more secure.
How long is the service life of explosion-proof double girder overhead travelling crane in chemical plant?
Under the premise of good anti-corrosion protection and regular maintenance, the normal service life of explosion-proof double girder overhead travelling crane is 15-20 years; if it is a strong corrosion, high-risk chemical industry, as long as it is designed in accordance with the C5 anti-corrosion standard and the maintenance plan is strictly enforced, the service life can also reach more than 10 years. The service life of the equipment mainly depends on the level of anticorrosion protection and the quality of late maintenance. Henan Mine’s chemical cranes, in the case of standardised maintenance, the average service life of up to 15 years or more, a number of early project equipment has been running stably for more than 10 years.
Is it necessary to choose double girder structure for cranes in chemical plants?
Not absolutely. Double girder overhead travelling crane is mainly suitable for heavy equipment lifting, multi-layer layout, high-frequency operation of the chemical plant; for small chemical plant, only lifting light equipment (below 5 tonnes), and low frequency of operation, you can choose explosion-proof and anti-corrosion single girder overhead travelling crane, but need to ensure that the explosion-proof and corrosion-resistant design in line with the requirements of the plant conditions, the level of operation to match the actual demand. Henan Mine can flexibly provide double girder and single girder chemical special cranes according to the lifting requirements and working conditions of customers to meet the needs of chemical enterprises of different sizes.

Conclusion
Chemical plant double girder overhead travelling crane selection, always put safety and compliance in the first place, which is the bottom line requirements of chemical production, while the suitability of the equipment is the key to ensure production efficiency. Double girder overhead travelling crane, with its high loading capacity, good stability and flexible lifting height, can be perfectly adapted to the needs of heavy lifting and complex working conditions in chemical factories, while the perfect explosion-proof and anti-corrosion design allows the equipment to operate safely and stably in dangerous and corrosive chemical environments.
Accurate selection is not a simple parameter matching, but from the environmental assessment, explosion-proof and anti-corrosion design, parameter approval, to the installation and maintenance of the whole process of consideration, any one of the links of negligence, may lead to safety accidents or increase the cost of the later. Only according to the actual working conditions of the plant, the development of customised crane solutions, in order to fundamentally avoid operational risks, eliminate regulatory penalties, so that cranes really become a reliable support for chemical production.
In the field of chemical cranes, Henan Mine Crane has become the preferred partner of many chemical companies with years of technical accumulation, perfect customisation capabilities and a wealth of industry cases. As a national high-tech enterprises, manufacturing single champion enterprises, Henan Mine has a professional R & D team and automated production lines, according to different chemical conditions, customised to fit the explosion-proof, anti-corrosion double girder overhead travelling crane, from the preliminary conditions of the survey, programme design, to the latter part of the installation, commissioning, maintenance and after-sales service, to provide a full range of services, to help chemical enterprises to achieve safe, stable and efficient production.
Submit your chemical plant hazardous area classification report, our professional technical team, for your professional working condition assessment;
According to your lifting needs and environmental characteristics, we will customise an exclusive explosion-proof and anti-corrosion double girder overhead travelling crane scheme to fit your actual operational needs;